Ампулированные ліки є однією з широко поширених лікарських форм, основна перевага яких полягає в тому, що їх вводять підшкірно, внутрішньовенно або внутрішньом'язово, чим досягається швидкість дії на організм і надходження у кров у незміненому вигляді. Особливо велика їх роль при гострих ураженнях, коли виникає нагальна необхідність негайного терапевтичного втручання з метою запобігання загрози для життя. В даний час хіміко-фармацевтична промисловість випускає понад 70 найменувань медичних препаратів в ампулах у вигляді водних розчинів і масляних емульсій (кофеїн, хлористий кальцій, глюкоза, морфін, новокаїн та ін).
Виробництво ін'єкційних розчинів в ампулах є досить складним процесом і складається з багатьох стадій (див. схему).
Схема процесу ампулирования ін'єкційних розчинів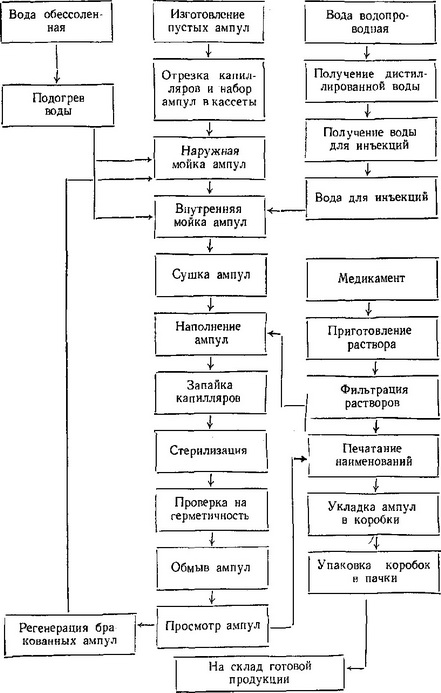
Вихідним матеріалом для самих ампул є легкоплавкі термостійкі довгі трубки з прозорого скла, так званий дрот. Перед виготовленням ампул дрот спочатку піддають сортуванню (скло повинне бути однорідним, без бульбашок, сторонніх включень тощо), а потім калібрування і мийці. Сортування проводиться візуально, а калібрування на спеціальному верстаті у вигляді металевої етажерки з полицями, на які працівниця може покласти трубку, лише пропустивши її через щілину певного розміру; якщо трубка не проходить через обрану щілину, то її приміряють до нижчерозташованими прорізи більшої величини і т. д. Підібрані трубки збирають у пучок, перев'язують і передають в мийку.
Миють трубки у ваннах водою, нагрітої до 40-50°, попередньо піддавши їх тут замочуванню. Потім кожну трубку обтирають зовні, а для внутрішньої протирання пропускають через неї металевий прут (шомпол) з капроновим тампоном на кінці (іноді застосовують йоржі). Потім слід вторинна промивка сильним струменем теплої фільтрованої води з шланга (або душированием) і, нарешті, сушіння в сушильних шафах підігрітим до 60-70° повітрям. Для виробництва порожніх скляних ампул в даний час на більшості заводів використовуються карусельні напівавтомати типу «Амбег», мають розташовані по колу 25-35 газових пальників, в які подається насичений парами бензину повітря або природний газ. Для виготовлення ампул в патрони напівавтоматів встановлюють вертикально дрот, запалюють газ і пускають верстат в хід. У період обертання круглої металевої плити трубки піддаються дії вогню і розм'якшуються, відбувається їх відтяжка, а потім формування ампул, їх запаювання і відрізка. Після цього готові ампули по лотку скочуються в приймач, звідки вони направляються на випал. Останній має на меті попередити розтріскування ампул при нагріванні (стерилізації, заповненні рідиною тощо) і подальшому їх охолодженні. Випалювання ведеться в електричної печі: контейнери з ампулами завантажують на візок закочують її в піч, температуру якої спочатку підвищують до 500-550°, а потім, після визначеного часу, поступово знижують.
Після цього роблять ще одну допоміжну операцію - відрізком капілярів і ретельну мийку і сушку порожніх ампул. Відрізка проводиться найчастіше з допомогою обертових сталевих дисків; витягнуті відрізані кінці звалюються вниз у ящик, а ампули укладаються в касети - металеві диски з отворами. У такому вигляді ампули йдуть спочатку на зовнішню і внутрішню промивку (душированием у вакуум-апаратах), а потім на сушку (в сушильних шафах гарячим повітрям) і наповнення.
Самостійним етапом виробництва ампулированих препаратів є приготування ін'єкційних розчинів, яке здійснюється в герметизованих емальованих баках з мішалками. Сюди працівниці завантажують вручну необхідні інгредієнти, наповнюють апарат водою з централізованого дистилляционной і включають мішалку. При необхідності замість води використовувати масло або інші розчинники їх заливають вручну. Потім розчин передавливанием пропускають через фільтраційний апарат і передають на наповнення.
")